Toyota cieszy się uznaniem kierowców dzięki niezawodności swoich samochodów. Większość użytkowników aut tego producenta nie zdaje sobie jednak sprawy z długiej drogi, jaką musiała przejść firma Toyota Motor Corporation, aby osiągnąć taki poziom satysfakcji klientów. Jej strategia została opisana przez Jeffrey’a K. Likera, amerykańskiego profesora, w książce: Droga Toyoty. 14 zasad zarządzania wiodącej firmy produkcyjnej świata.
The Toyota way (of thinking)
Profesor J.K. Jeffrey przez 20 lat zajmował się obserwacją działań Toyoty. W swojej książce zaznacza, że fizyczne wprowadzenie zmian i udostępnienie narzędzi, to nie wszystko. Najistotniejszym procesem jest uświadomienie pracowników, że to właśnie oni mogą ulepszyć produkcję. Każda zgłoszona przez nich uwaga zostanie rozpatrzona przez kierownictwo i, w przypadku jego przychylności, zmiana zostanie wdrożona. Nie liczy się stanowisko, liczy się wiedza. Operator maszyny, pracując na niej od 20 lat, zna każdą śrubkę i to on może przyczynić się do usprawnienia procesu. Należy zmienić sposób myślenia, a nie twierdzić, że nowa technologia zagwarantuje sukces firmy.
Wyszczególniono 14 zasad, podzielonych na 4 podstawowe działy, dzięki którym firma jest światowym gigantem na rynku samochodowym.
Zasada 1. Opierać decyzje w zarządzaniu na dalekosiężnej koncepcji – nawet kosztem krótkoterminowych wyników finansowych
Największym błędem kierownictwa firm jest założenie osiągnięcia dużego zysku w krótkim czasie, nie planując dalszych działań. W filozofii Toyoty większe znaczenie mają odległe cele. Jednocześnie, pracownik czuje się istotnym elementem układanki, pracuje i rozwija się, mając na uwadze przyszłość firmy. Ma poczucie celu, którego nie utożsamia ze swoją wypłatą. Czuje się odpowiedzialny, wierzy we własne siły, ale ponosi konsekwencje za swoje postępowanie. Z kolei Zarząd wytwarza dochody nie dla zarobków, ale z myślą, że zainwestuje je w firmę, dzięki czemu będzie mogła ona funkcjonować w przyszłości. Wytwarza wartość dla klienta, społeczeństwa i gospodarki[1].Pracownik, niezależnie od szczebla, przede wszystkim dąży do doskonałości, a firma stwarza warunki do jego rozwoju.
Dla wielu europejskich i amerykańskich spółek, naturalne jest zwalnianie pracowników z powodu złej passy firmy. W japońskiej firmie jest to nie do pomyślenia – wykazuje się empatię i przekierowuje się pracownika na inne stanowisko. Samą firmę porównuje się do organizmu, który sam się pielęgnuje, stale chroni i rozwija swe odrośle, aby wciąż się rozwijać i utrzymywać swoją siłę [1]. Działa to nie tylko w przypadku własnych pracowników, ale również pracowników firm afiliowanych. Gdy Toyota przeniosła fabrykę skrzyń ładunkowych do samochodów ciężarowych z Kalifornii do Meksyku, nie zostawiła Amerykanów „na lodzie”, lecz pomogła stworzyć im nowy profil firmy i dzięki temu stała się pierwszymi nowymi zakładami montażu ciężarówek. Cała filozofia Toyoty opiera się za założeniu: Nie wystarczy […] mówić, że zasoby ludzkie są naszymi największymi aktywami: trzeba to na co dzień potwierdzać w działaniu.
Zasada 2. Stworzyć ciągły i płynny proces ujawniania problemów
Wąskie gardła, czyli etapy w procesie, które ograniczają przepływ, są zmorą szczupłego zarządzania. Okresy oczekiwania (materiał uczy maszyny) są marnotrawstwem. Gdy uda nam się je usunąć, pojawiają się znienacka w innym miejscu. Ich całkowita eliminacja jest bardzo trudna, ale stopniowo możemy dojść do ideału. Wpierw musimy jednak zmienić podejście do produkcji.
Tradycyjna realizacja zamówienia obejmuje produkcję w partiach. Jak bardzo jest to zgubne przedstawia poniższy schemat – rys. 1.
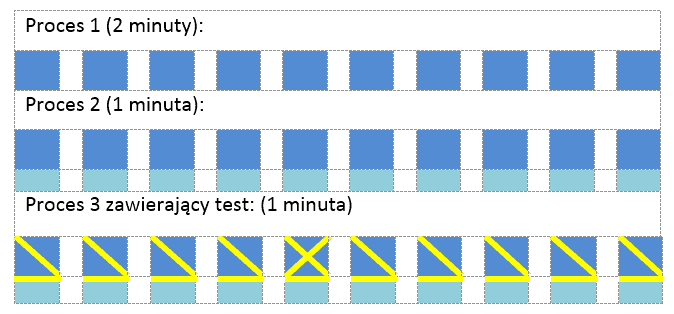
Rys. 1. Produkcja w partiach
Wyprodukowanie pierwszego wyrobu zajmuje 31 minut. Jednocześnie w toku produkcji jest 21 sztuk, a czas doprowadzenia produkcji partii do końca wynosi 40 minut.
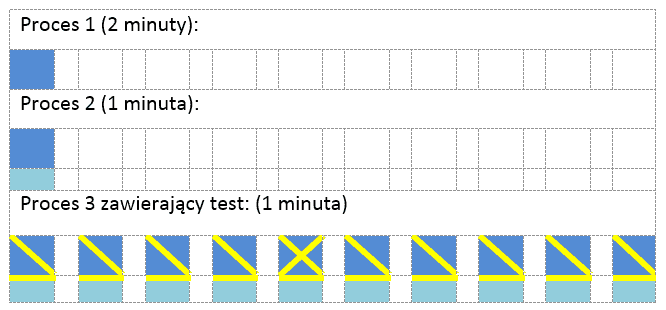
Rys. 2. Ciągły przepływ
Jeżeli skupimy się na ciągłym przepływie – rys. 2., pierwszy produkt jest gotowy po 4 minutach, a 10 sztuk po 13 minutach, z kolei w toku produkcji jest 12 sztuk. Dzięki takiemu podejściu eliminujemy nadprodukcję i zapasy, a także łatwiej jest nam wyeliminować transport wewnętrzny.
Istotna jest również szybkość reakcji w przypadku wadliwego produktu. W przykładzie 1. wada zostanie wykryta po wyprodukowaniu 21 gotowych produktów (31 minut), w przykładzie drugim już po 4 minutach, dzięki czemu możemy szybko usunąć błąd, który mógł się pojawić w każdym następnym produkcie. Przepływ ma się stać priorytetem i podstawą procesu.
Zasada 3. Wykorzystać systemy „ciągnięcia”, aby uniknąć nadprodukcji
Jednym z ośmiu typów marnotrawstwa są zapasy. System, który wyeliminowałby je, przedstawia prosty schemat:

Rys. 3. System „ciągnięcia”
Klient generuje potrzebę, o której dowiaduje się detalista zbierający zamówienie od większej liczby klientów i składa je u dystrybutora. Najistotniejszy w tym momencie jest nieustanny kontakt między ww. komórkami – w dzisiejszych czasach jest bardzo łatwy do zrealizowania. Wyższa cena, dyktowana warunkami zaopatrzenia klienta, nie przekreśla idei, ponieważ koszty generowane przez zapasy mogą ją przewyższać. Ciągnięcie oznacza produkcję just in time (ang. na czas), czyli dokładnie wtedy, kiedy potrzebujemy. Najczęstszą formą produkcji na czas jest skupienie się na przepływie 1 sztuki. Oznacza to, że 100% wyrobów jest produkowane na zamówienie, co pozwala na elastyczne reagowanie na zmiany popytu. Dla bezpieczeństwa określamy wielkość buforu, który stanowią konieczne zapasy, w razie np. awarii zasilania czy maszyny.
W życiu codziennym takim buforem na małą skalę są produkty, które znajdują się na półkach w sklepie. Większe zapasy, ustalone na podstawie popytu obserwowanego na co dzień przez pracowników sklepu, znajdują się w magazynie. Niemożliwe jest oparcie produkcji o zerowe zapasy, ale dążymy do ich zminimalizowania. Aby wprowadzić ciągnięcie w życie firmy zaleca się stosować system kanban – prosty, skuteczny sposób sygnalizacji potrzeby. Może to być kartka, plakat lub pusty pojemnik. Karty mogą być wrzucane w określone miejsce, dzięki czemu zaopatrzenie łatwo zauważy brak wyrobu i szybko go uzupełni. System kanban zmusza do doskonalenia procesu poprzez obserwację przepływu jednej sztuki.
Przeciwieństwem ciągnięcia jest pchanie, czyli oparcie produkcji na prognozowanym popycie klienta (wcześniej ustalonym harmonogramie). Często firmy obawiają się przezbrajania maszyn, które wiąże się z ich przestojem, a co za tym idzie – firma nie zarabia, czyli ponosi koszty. Pomijają jednak fakt, że zapasy stanowią większe zło.
Cały przekaz zasady można zamknąć w jednym zdaniu: Tworzyć przepływ tam, gdzie to możliwe, ciągnąć tam, gdzie to konieczne.
Zasada 4. Wyrównywać obciążenie pracą (heijunka)
W tym rozdziale autor wyjaśnia istotę trzech filarów zarządzania jakością: eliminowaniu muda, muri i mura, które zostały już szczegółowo omówione w odrębnych artykułach.
Zasada 5. Stworzyć kulturę przerywania procesów w celu rozwiązywania problemów, by od razu uzyskiwać właściwą jakość
Bardzo popularny w krajach Zachodu jest system oceny kierowników na podstawie (o zgrozo!) liczby wyprodukowanych wyrobów. Linia produkcyjna czynna 24h/dobę jest utożsamiana z ideałem, a jej zatrzymanie oznacza porażkę.
Pracownicy Toyoty sądzą inaczej – nie zatrzymując produkcji, ukrywa się błędy. Wyłączenie linii i znalezienie defektów sprzyja poprawie jakości produktów. Na tym właśnie polega jidoka – zatrzymać proces, aby zbudować jakość, która stanowi wartość nadrzędną.
Dąży się również do znalezienia metody, która automatycznie wykryje wady. Jeżeli coś nie odpowiada standardom, maszyna automatycznie się wyłącza. Jednocześnie, gdy pracownik zauważy jakąś nieprawidłowość, ma prawo do zatrzymania linii montażowej. Takie działanie nie tylko wpływa na wspomnianą już jakość, ale posiada również drugie dno – dzięki temu pracownicy mają poczucie władzy (są odpowiedzialni za jakość) i czują się docenieni. Błąd znaleziony na początkowym etapie nie zostanie przeniesiony dalej. Koszty związane z jego usuwaniem wzrastają wraz z postępem produkcji, co wyraźnie widać na rys. 4.

Rys. 4. Cykl życia produktu [2]
Utrzymanie jakości polega na prostych działaniach:
– dotarciu do miejsca wystąpienia błędu i zobaczeniu go na własne oczy,
– przeanalizowaniu sytuacji,
– wykryciu problemu poprzez wykorzystanie przepływu 1 sztuki i andon,
– analizie 5 x dlaczego? (aby znaleźć przyczynę, wyeliminować ją i zastosować środki zaradcze).
Takie postępowanie potwierdza myśl przewodnią: nowinki techniczne nie powodują rozwiązania problemu, lecz robią to ludzie.
Zasada 6. Standardowe zadania są podstawą ciągłej poprawy i upełnomocniania pracowników
Standaryzacja kojarzy się z nadmierną biurokratyzacją czynności. W przypadku źle zarządzanej firmy może się tak zdarzyć, lecz w przypadku Toyoty – nigdy w życiu! To właśnie ona stanowi kręgosłup procesu i to dzięki niej możliwe jest jego doskonalenie, poprawa jakości produktów. Sprzyja także innowacji. Toyota wykracza poza granice jednej fabryki i stara się, aby standardy były jednakowe (lub bardzo podobne) na całym świecie.
Standaryzacja jest pierwszym krokiem do doskonalenia, ponieważ każda wprowadzona poprawa do nieregularnego procesu jest odchyleniem, które czasem jest stosowane, a czasem ignorowane. Dzięki standaryzacji następuje stabilizacja. Powtarzalne metody sprawiają, że procesy stają się przewidywalne, a wyroby gotowe są produkowane regularnie i terminowo. Podobnie, gdy uczymy się grać na gitarze – wpierw uczymy się podstawowych chwytów, które powtarzamy tak długo, aż wykonamy je poprawnie i według standardu dyktowanego przez nauczyciela. Dopiero po opanowaniu podstaw, doskonalimy swoje umiejętności.
W przypadku, gdy wykryjemy produkt z defektem, pierwsze, co robimy, to zadajemy pytanie: Czy czynności były wykonane według standardów? To najczęściej błędne wykonanie zadanie, odchylone od założonego standardu. powoduje obniżenie jakości produktu. Z kolei, gdy problem się powtarza, mimo braku winy pracownika, kierownictwo dąży do wprowadzenia zmian.
Konsekwentne powtarzanie zadań w procesie ułatwia pracę, a pracownicy mogą zgłaszać propozycje poprawy standardów. Każda procedura musi być na tyle prosta, aby nie sprawiała trudności pracownikowi podczas codziennej pracy.
W przypadku wielu zachodnich firm, standaryzacja oznaczała sztywne trzymanie się reguł, niemal urzędniczą kontrolę kierowników, co w konsekwencji powodowało nieprzyjemną atmosferę w pracy i stres. Nie docenia się w nich pracownika, który stanowi jedynie jednostkę wykonującą zadania. Japoński wzór naśladowania traktuje każdego pracownika jak złoto, powierza mu odpowiedzialne zadania, stawia przed nim wyzwania pozwalając na wykorzystanie swoich umiejętności analitycznych. Świadomość, że wprowadzone przez niego zmiany w standardzie pracy będą przestrzegane przez innych, pozytywnie wpływa na jego morale.
Standardy mają ułatwiać pracę, a nie ją utrudniać. Ciężko jest znaleźć złoty środek pomiędzy regułami a swobodą innowacji, pozwalającą na elastyczność w podejmowaniu decyzji. Ustalone normy powinny być dostosowane do charakteru pracy. Jeżeli jest to praca powtarzalna, reguły powinny być jasne i proste. W przypadku prac projektowych dopuszczalna jest elastyczność.
Każdy pracownik może wziąć udział w procesie standaryzacji pracy przy wprowadzaniu nowego produktu. Każdy obszar fabryki oddelegowuje pracowników do projektu pilotażowego, który po wykonaniu zostaje przeniesiony do zespołów produkcyjnych, aby realizować i doskonalić proces. Wiedza menadżera jest ceniona, lecz nie jest ważniejsza od wiedzy pracownika pracującego przy taśmie produkcyjnej.
Zasada 7. Stosować kontrolę wizualną, aby żaden problem nie pozostał w ukryciu
Mówi się, że tylko prawdziwy geniusz potrafi zapanować nad chaosem. Niestety, wielu poległo na tym zadaniu i nie mogło poprawnie zarządzać firmą, dlatego wzorując się na Toyota Motor Corporation wprowadziło program 5S. Ma on na celu stworzenie zorganizowanego stanowiska pracy.
5S to seiri – sortowanie/selekcja, seiton– systematyka, seiso– sprzątanie, seiketsu– standaryzacja i shitsuke– samodyscyplina/samodoskonalenie się – rys. 5.
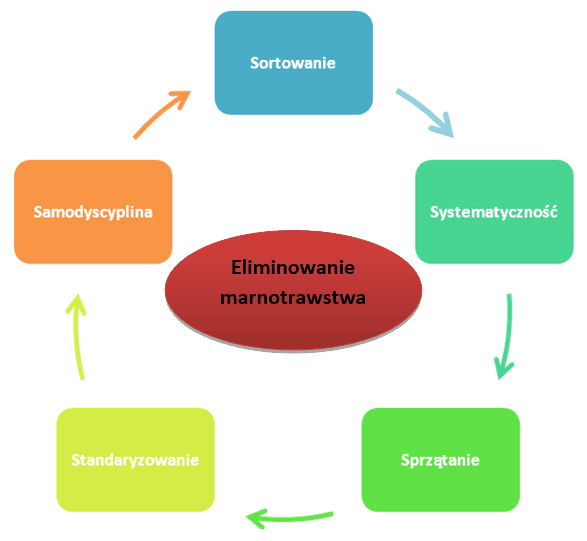
Rys. 5. Narzędzie 5S
Sortowanie pomaga usunąć niepotrzebne rzeczy ze stanowiska pracy, uporządkować je wg stopnia użyteczności podczas danego procesu – te rzadko używane zaznacza się i usuwa z obszaru roboczego. Systematyzacja polega na przydzieleniu miejsca dla każdego narzędzia/części w określonym porządku tak, aby ułatwić pracę operatorowi. Sprzątając czyścimy wszystkie używane narzędzia, a następnie wykonane wcześniej czynności standaryzujemy. Najważniejszą częścią programu 5S jest samodyscyplina, która wytwarza nawyk prawidłowego i ciągłego stosowania procedur, a także jest nieprzerwanym procesem ciągłej poprawy. Bardzo istotnym elementem stosowania narzędzia 5S jest regularny przegląd, podczas którego menadżer posługuje się standardowymi formularzami. Jego częstotliwość określona jest przez kierownictwo firmy.
Narzędzie 5S pomaga ujawniać problemy, a także może brać udział w wizualnej kontroli Lean Management .Stosowane może być nie tylko w produkcji, ale także w pracy biurowej, dzięki czemu łatwiej znaleźć poszukiwane dokumenty.
Kontrola wizualna to najszybszy i najskuteczniejszy sposób wykrycia problemów czy odstępstw od standardu i nie wymaga głębszej analizy. Człowiek z natury jest ukierunkowany na bodźce wzrokowe i szybko je przyswaja. Jednym z wielu jej elementów jest narzędziowa tablica cieniowa. Brak jakiegokolwiek narzędzia jest widoczny na pierwszy rzut oka, dzięki cieniowi o jego kształcie (lub wnęce). Pracownicy skupiają się na wizualizacji informacji w postaci wykresów, grafów itp.
Ciekawym faktem jest ograniczenie sprawozdania do jednej kartki papieru A3. Powodem takiego, a nie innego rozmiaru jest fakt, iż jest to największy format, jaki można przefaksować. Nawet jeżeli sprawozdanie dotyczy najważniejszego zamówienia w trakcie ostatniego dziesięciolecia, ma się ograniczyć do najistotniejszych informacji, aby łatwo je przyswoić i nie zagubić się wśród tysięcy niezrozumiałych liczb. Ogranicza się również wykorzystanie monitorów, które mogą rozpraszać podczas pracy.
Zasada 8. Stosować wyłącznie niezawodną, gruntownie sprawdzoną technologię, służącą pracownikom i procesom
Wielu z nas ma już nowego, wielofunkcyjnego smartfona, w którym znajdzie, oprócz podstawowych aplikacji, aparat z zoomem optycznym, dyktafon, który zamienia dźwięk na tekst, program do obróbki zdjęć, radio FM, nawigację GPS. Bardzo często najnowocześniejsze smartfony trafiają w ręce właścicieli firm w ramach nagrody za stałą i owocną współpracę z telefonią komórkową. Jako zajęci szefowie własnej firmy, zwykle nie mają czasu na obrabianie zdjęć czy słuchanie radia, a nawigacja i tak jest elementem wyposażenia służbowego samochodu. Te wszystkie dodatkowe funkcje są nabywane wraz z nowym telefonem, ale nie używane. Podobny schemat ma miejsce w innych firmach motoryzacyjnych. Nabywają one najnowsze technologie, które nie zdają praktycznego egzaminu ze wspierania ludzi i procesów. W ostateczności porzuca się je i powraca do starych, prostych metod (standardowego modelu telefonu w przypadku właściciela firmy), a pieniądze zostają wyrzucone w błoto (nowy telefon leży w szafce, gdzie jeszcze tydzień temu leżał stary). Toyota nie nabywa najnowszych technologii tylko dlatego, że mogą coś zmienić w firmie. Głównym celem jest wykorzystanie technologii na tyle, by powiększyć wartość dodaną i wesprzeć pracowników, a nie wprowadzać ich w zakłopotanie.
Gdy kierownictwo zastanawia się nad unowocześnieniem produkcji, przeprowadza szereg analiz i doświadczeń, które dadzą obraz rezultatu modernizacji. Jeżeli nie wpływa on pozytywnie na wyrównanie przepływu i eliminację marnotrawstwa, pomysł zostanie odrzucony. Bardzo ważnym etapem jest porównanie efektów i schematów działania technologii z ogólną koncepcją i zasadami operacyjnymi Toyoty – na przykład pierwszeństwa decyzji człowieka nad maszyną. Niechętnie zastępuje się człowieka robotem. Jeżeli po przeprowadzonych doświadczeniach i produkcji pilotażowej, technologia zagraża stabilności, elastyczności i niezawodności procesu, projekt zostaje odroczony, a nawet wycofany.
Technologia powinna być intuicyjna, a także opierać się na wizualnych środkach przekazu. Jej wprowadzenie nie powinno rzutować na płynność produkcji. Mimo, iż proces wdrażania jest żmudny i czasochłonny, to wcielenie unowocześnień w życie produkcji jest płynne i zachodzi bez większych problemów.
Mimo tak wielu wątpliwości kierownictwo Toyota Motor Corporation zachęca do wyszukiwania możliwych modernizacji produkcji z wykorzystaniem najnowszych technologii, jednak ich wdrożenie nie może być sprzeczne z japońską kulturą produkcji i zasadami panującymi w firmie.
Zasada 9. Wychowywać liderów, którzy gruntownie rozumieją pracę, żyją ogólną koncepcją firmy i nauczają innych
Toyota Motor Corporation można porównać do rodziny, która po narodzeniu dziecka (przyjęciu nowego pracownika) zaznajamia go z otoczeniem oraz wpaja podstawowe zasady funkcjonowania w społeczeństwie. Po latach ciężkiej pracy, gdy dziecko dorasta, następuje zamiana ról i to ono wspiera swoich rodziców (w przypadku pracownika – przyczynia się do rozwoju firmy).
W większości zagranicznych koncernów, gdy dzieje się źle, szuka się nowego dyrektora strategicznego, który przerwie złą passę firmy i postawi ją na nogi. Wtedy staje się on bohaterem i jest umieszczany na piedestale, dopóki sytuacja się nie powtórzy i zabawa zaczyna się od nowa. Bardzo często zmiany wprowadzane są inną drogą niż poprzednio, nowy dyrektor ma kompletnie inną wizję przyszłości firmy. Taka rotacja jej nie sprzyja, tym bardziej, że owe osoby poszukiwane są na zewnątrz. Docenia się ich doświadczenie, które niekoniecznie musi być związane z branżą. Stali pracownicy mogą być nieco zdezorientowani, skoro przez rok wmawiano im, że poprzednie zasady są złe i dlatego wprowadzono nowe, po to, by po pewnym czasie (wraz z przyjęciem nowego dyrektora) wrócić do starych. Takie fluktuacje są bardzo niekorzystne, bo przecież jak mówi zasada nr 4, należy eliminować zmienność.
W Toyocie sytuacja wygląda zupełnie inaczej. Człowiek, który stoi na czele firmy jest z nią związany od dłuższego czasu, drogą awansu i relokacji poznał ją całą, nie wstydzi się tego, że zaczynał od najniższej posady. Dyrektor obejmuje stanowisko z powodu rezygnacji swojego poprzednika, a nie dlatego, że sytuacja firmy na rynku nie wygląda za dobrze, akcje stanęły w miejscu i potrzeba świeżej krwi oraz zmian. Wiedza z zakresu zarządzania zasobami ludzkimi nie jest najważniejsza. TMC nie zatrudnia headhunterów, by znaleźć odpowiednich kandydatów na kierownicze stanowiska. Kierownik musi dogłębnie poznać kulturę firmy, by nią żyć na co dzień. Powinien również świecić przykładem i nauczać tych mniej doświadczonych.
Liderzy, którzy wyznają zasady i kulturę firmy przez kilka lat, stwarzają środowisko sprzyjające uczeniu się organizacji. Angażują się w pracę, wyznaczają sobie z pozoru nieosiągalne cele, po to, by małymi kroczkami się do nich zbliżać i odnieść sukces.
Zasada 10. Wykształcić wyjątkowych ludzi i zespoły realizujące ogólną koncepcję firmy
Może się wydawać, że otwarcie nowej fabryki Toyoty, biorąc przykład z tych obecnie działających i świetnie prosperujących, jest dziecinnie proste. Powielenie schematów nie powinno powodować problemów. Szkopuł tkwi w tym, iż to nie technologia tworzy fabrykę, lecz ludzie.
Proces rekrutacji do jednej z jednostek podlegających kierownictwu TMC może trwać nawet rok. Toyota Motor Corporation cieszy się na tyle dobrą opinią, że może sobie na to pozwolić, a na brak chętnych nie narzeka. Jako przykład może posłużyć magazyn w Habronie, do którego na 275 dostępnych stanowisk, zgłosiło się 13 500 ochotników, co stanowi prawie 50 chętnych na 1 miejsce. Rekrutacja była kilkuetapowa. Pierwszy z nich polegał na wyborze racjonalnej liczby osób, którą HR jest w stanie przeegzaminować. Podczas targów pracy, na które zaproszono kandydatów, zostali oni zaznajomieni z kulturą pracy i jednocześnie sprawdzeni, czy są w stanie dostosować się do panujących w firmie reguł. Ostatni etap to indywidualne rozmowy z kandydatami, podczas których ostatecznie stwierdzano, czy profil osobowości kandydata jest na tyle elastyczny, by ukształtować wartości danej osoby i jej indywidualne cechy zgodnie z drogą Toyoty. Proces rekrutacji, który trwa rok, może wydawać się absurdem, jeśli wyznajemy zasadę: czas to pieniądz. Jednak, by znaleźć osobę o konkretnych kwalifikacjach, umiejętnościach i cechach osobowości, firma może poświęcić nawet dwa lata, w trakcie których przeprowadza testy przydatności zawodowej oraz zespołowe studium przypadku.
Kultura Toyoty musi być mocno zakorzeniona w ludziach, dlatego dobrze przeprowadzona rekrutacja jest podstawą jej sukcesu. Nowe jednostki powinny wzmacniać firmę i jej kulturę, a nie ją osłabiać. Bardzo ważnym elementem kultury jest praca zespołowa. Pracownicy o odpowiednich cechach są w stanie się jej nauczyć, a później, w miarę upływu czasu, ją doskonalić i działać w imię wspólnych celów. Międzyfunkcyjne zespoły koordynują pracę jednostek, jednocześnie motywując je i ułatwiając wzajemne uczenie się. Mają za zadanie poprawiać jakość i produktywność oraz wzmacniać przepływ, co jest efektem wspólnego rozwiązywania problemów technicznych. Indywidualne podejście, jakie reprezentuje każdy członek zespołu, ułatwia ich rozwiązywanie i sprzyja wdrażaniu innowacji. Należy jednak pamiętać, że doskonały zespół składa się z doskonałych jednostek. Mimo swej doskonałości, potrzebują motywacji i muszą odczuwać, że mają wpływ na swoją pracę, która powinna codziennie stawiać przed nim nowe wyzwania.
Zasada 11. Szanować szeroką sieć partnerów i dostawców, rzucając im wyzwania i pomagając im w doskonaleniu się
Pod względem współpracy z dostawcami Toyota Motor Corporation jest fenomenem na rynku motoryzacyjnym. Wygrywa niezależne sondaże przeprowadzane wśród dostawców z branży samochodowej, którzy określają ją, jako najlepszego klienta, mimo iż bardzo ciężko spełnić jej wymagania. Firma przyjmuje wysokie standardy i tego samego wymaga od swoich partnerów. Nie pozostawia ich na lodzie, ale naucza kultury i włącza do swojej rodziny. Potencjalni dostawcy bardzo chętnie podejmują współpracę, ponieważ są świadomi, że dzięki niej mogą uszczuplić produkcję i doskonalić procesy.
Rozpoczynając współpracę, Toyota stawia określone wymagania dotyczące jakości, kosztów i terminowości. Nie liczy się ilość, liczy się jakość, dlatego początkowo zamówienia są realizowane dla małej liczby sztuk. Jeżeli firma się sprawdza, stopniowo zamówienia są zwiększane, a w razie problemów może liczyć na opinię ekspertów z Toyoty. Wzywając partnerów do wzrostu i rozwoju pokazuje im, że ich ceni. TMC uważa, że dostawców należy szanować i jednocześnie wiele od nich oczekiwać, uczciwie postępować i nauczać. Firma poświęciła wiele lat, aby doskonalić procesy produkcji i dążyć do perfekcji, nie tylko w ramach własnych fabryk. Stawiana jest jako wzór relacji z dostawcami, ponieważ wraz z nimi uczy się i rozwija.
Zasada 12. Angażować się osobiście, aby gruntownie zrozumieć sytuację (genchi genbutsu)
Zasada ta jest oczywista dla pracowników niższego szczebla, ale czy wyobrażamy sobie prezesa lub menadżera, który spędza większość czasu w hali produkcyjnej? Nie? A powinniśmy!
Dosłowne tłumaczenie genchi genbutsu niewiele nam powie, dlatego należy to identyfikować z udawaniem się na miejsce, by zobaczyć rzeczywistą sytuację, w celu jej zrozumienia. Sama wycieczka na miejsce nie wystarczy, niezbędne jest posiadanie umiejętności analitycznych. Opanowanie genchi genbutsu, wbrew pozorom, to nie taka łatwa sprawa, może to nawet zająć kilka lat. Ważne jest zrozumienie procesu przepływu i standaryzacji pracy, dotarcie do przyczyny problemu i analiza faktów, a nie tabelek i wykresów.
Gdy problem dotyczy firmy, z którą została nawiązana współpraca, należy udać się do jej siedziby. Nie powinno się polegać tylko i wyłącznie na opinii i sprawozdaniach współpracowników. Osobiście zweryfikowana przez prezesa sytuacja i zrozumienie jej nie tylko powierzchownie, stawia go w całkiem innym świetle podczas dyskusji o problemie. Metaforyczne ubrudzenie rąk przy pracy i uczenie się przez działania, jest uważane za jedną z najważniejszych zasad, jakie panują w Toyota Motor Corporation.
Menadżerowie wyższych szczebli, którzy nie są fizycznie w stanie wypełnić zadania postawionego przez firmę, znaleźli rozwiązanie, aby być na bieżąco – hourensou. Metoda polega na wymaganiu codziennych raportów od podwładnych o najważniejszych wydarzeniach dnia. Otaczając się zaufanymi współpracownikami, którzy są na miejscu i oceniają sytuację osobiście, menadżerowie wyższego szczebla wiedzą wszystko o obecnej sytuacji w firmie. Regularne otrzymywanie informacji nie wyklucza osobistych wycieczek na miejsce procesu.
Aby pojąć istotę genchi genbutsu warto przytoczyć anegdotę o kręgu Ohno (Taiichi Ohno – twórca Systemu Produkcyjnego Toyoty).
Taiichi Ohno kazał narysować Minourze (Teruyuki Minoura – późniejszy prezes Toyota Motor Manufacturing) okrąg na posadzce hali, stanąć w nim, śledzić proces i myśleć samodzielnie. Nieprzerwanie, aż przez osiem godzin. Nie dał żadnych wskazówek. Przyszedł ponownie, aby powiedzieć, żeby zakończyć analizę. Sytuacja wydaje się być niedorzeczna i absurdalna dla typowego Europejczyka, jednak kultura japońska rządzi się innymi prawami. Minoura docenił fakt bycia uczniem samego mistrza oraz pojął potęgę obserwacji i weryfikacji faktów.
Takie podejście jest głęboko zakorzenione w kulturze azjatyckiej i może przysporzyć trochę problemów zachodnim firmom, którym wdrożenie zajmie więcej czasu i będzie wymagać dłuższej praktyki. Pozycja Toyoty na rynku motoryzacyjnym powinna być największym motywatorem do podjęcia wyzwania wprowadzenia genchi genbutsu w życie.
Zasada 13. Podejmować decyzje powoli, w drodze konsensusu i starannie rozważając wszystkie możliwości, potem szybko wdrażać decyzje (nemawashi)
Problemy w firmie produkcyjnej są na porządku dziennym. Znalezienia rozwiązania, nawet tych najprostszych, nie należy bagatelizować. W TMC sposób dochodzenia do decyzji jest równie ważny jak jej jakość. Niedokładnie przeprowadzony proces decyzyjny, którego wynikiem jest poprawa procesu/rozwiązanie problemu, zasługuje na naganę. W odwrotnej sytuacji, gdy proces decyzyjny był szczegółowy, a niestety efekt nie jest najlepszy, przyjmuje się go za kolejne działanie do genchi genbutsu. Jak więc powinien wyglądać prawidłowo przeprowadzony proces decyzyjny?
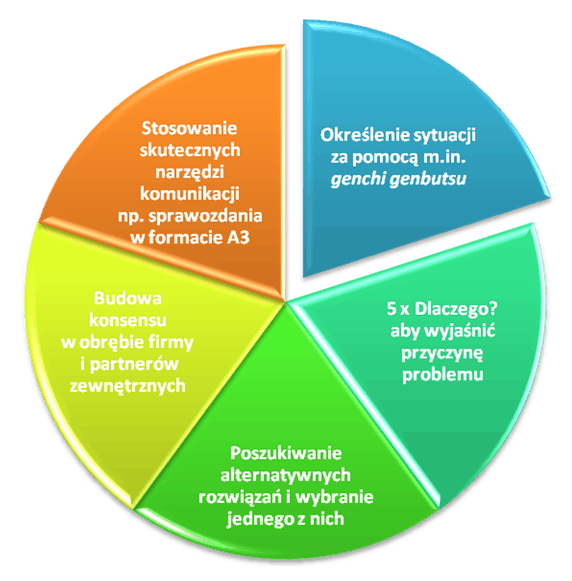
Rys. 6 Prawidłowo przeprowadzony proces decyzyjny
Mimo, iż tworzenie alternatywnych rozwiązań zajmuje więcej czasu, Toyota wiedzie prym w szybkości opracowywania nowych produktów. Często w firmie ogłasza się konkurs, dzięki czemu otrzymuje się kilkanaście propozycji, z których, po wstępnej analizie, wyłaniane jest kilka najlepszych. Następnie szczegółowo się im przygląda i bada np. poprzez zbudowanie prototypów lub przeprowadzenie symulacji komputerowych. Zespół oceniający składa się z wyspecjalizowanych w swoim fachu profesjonalistów, a każdy z nich ma własną opinię o produkcie. Dzięki swej interdyscyplinarności zespół jest skazany na sukces. Bardzo łatwo spostrzeżemy pewną prawidłowość: zaplanuj-zrób-sprawdź-działaj, czyli oparcie procesu decyzyjnego o cykl Deminga.
Strategia firmy opiera się o długi proces planowania i krótki, bezproblemowy proces wdrażania. Problemy powodują koszty, a inżynierowie wolą dokładnie, krok po kroku, zaplanować wdrożenie nowego produktu/zmiany (co może trwać nawet rok), niż borykać się z trudnościami w toku produkcji przez kilka miesięcy. W trakcie budowy konsensusu, czyli zgody między członkami danej społeczności, w tym przypadku pracowników Toyoty, uwzględnia się wiele opinii zainteresowanych. Angażując inżynierów z kilku działów, zapobiega się ewentualnym oporom i wnioskom przeciwko wdrożeniu zmiany. Zatwierdzenie propozycji przez kierownictwo to tylko formalność.
W przeciwieństwie do innych korporacji, Toyota Motor Corporation nie buduje murów między poszczególnymi działami (produkcji, EHS, kadr, zaopatrzenia). Wszyscy walczą o jeden, wspólny cel – sukces przedsiębiorstwa. Nikt nie wypełnia swoich zadań, nie patrząc na szkodę innych. Nie ma to większego sensu i każdy z pracowników jest o tym głęboko przekonany.
Zasada 14. Zostać organizacją uczącą się dzięki niestrudzonej refleksji (hansei) i ciągłej poprawie (kaizen)
Nasz zasób japońskich słów poszerza się o dwa kolejne słowa: hansei i kaizen.
Hansei oznacza refleksję, która jest głęboko zakorzeniona w kulturze japońskiej. Już od małego szkraba rodzice każą przemyśleć swoje zachowanie i udać się do pokoju, aby zrobić hansei. W firmie ma to postać refleksji na temat popełnionych błędów. Nikt nie jest nieomylny i błądzenie jest rzeczą ludzką, jednak odpowiednio podjęte kroki wzbogacają doświadczenie i mają za zadanie przeciwdziałać podobnym błędom. W tym celu pracownik przygotowuje sprawozdanie, w którym zawarte są przyczyny problemu, a także wyciągnięte wnioski. Zdobyta wiedza jest upowszechniana nie po to, by upokorzyć pracownika, lecz aby uczulić innych na możliwe potknięcia. Hansei stosuje się nie tylko w przypadku napotkania przeszkody, ale również jako podsumowanie każdego etapu procesu doskonalącego czy wdrożeniowego. Przeprowadzanie ich w kluczowych momentach ułatwia odnalezienie źródła błędów np. poprzez zastosowanie metody 5 x Dlaczego?. Jest to narzędzie, które polega na pięciokrotnym zadaniu pytania, dzięki czemu możemy zrozumieć problem i znaleźć jego podstawową przyczynę, łatwiej ją zidentyfikować i wyeliminować.
Kultura amerykańska ma to do siebie, że wszystko jest ok. Nawet, jeżeli wykonana praca zawiera błędy, staramy się pokazać ją z najlepszej strony. Z kolei Japończycy starają się znaleźć wady. Ta kolosalna różnica może być przyczyną niewielkich spięć, jednak konstruktywna krytyka (z którą z trudnością radzą sobie Amerykanie) ma za zadanie ułatwić poprawę i przeciwdziałać ewentualnym kosztom usunięcia błędu. Wskazuje, co można poprawić – oto cała kwintesencja kaizen. O standaryzacji procesów i praktyk wspomniano w zasadzie 6., wszelkie odchylenia i zbędne zapasy są wykrywane i eliminowane w ramach procesu ciągłej poprawy.
Toyota Motor Corporation cieszy się opinią organizacji stale uczącej się. Co to oznacza? To taka organizacja, która daje możliwość nieustannego zdobywania nowej wiedzy, a wraz z upływem czasu, rozwija się. Pracownicy zdobywają doświadczenie, którym się dzielą, poszerzają horyzonty i swoje możliwości. Jest to miejsce, gdzie ludzie stale uczą się, jak się wspólnie uczyć. Wyróżnia się faktem wykorzystywania cyklu zaplanuj-zrób-sprawdź-działaj na każdym poziomie przedsiębiorstwa, również w kontaktach ze współpracującymi firmami. Stworzenie takiej instytucji od zera lub udoskonalenie już istniejącej, wymaga wielkiego wysiłku – Toyocie zajęło to ponad połowę stulecia. Nie oznacza to, że nie możemy zbliżyć się do ideału.
14 zasad zarządzania wiodącej firmy produkcyjnej świata to Toyota Motor Corporation w pigułce. Często firmy stosują się do zaledwie kilku z nich, co przekłada się na krótkoterminowe skoki mierników sprawności. Używanie narzędzi stosowanych przez Toyotę również nie jest rozwiązaniem problemów z efektywnością produkcji. Dopiero opracowanie własnych zasad, opartych o wiedzę światowego giganta w przemyśle samochodowym i pojęcie ich istoty oraz skupienie się na kliencie, a nie na krótkoterminowych wynikach finansowych firmy, jest krokiem zbliżającym nas do sukcesu TMC. Tego życzymy każdej firmie!








{kind=link}