
Głównym powodem obecności statystyki matematycznej w systemie zarządzania jakością jest obecność zmienności. Statystyka jest niezwykle skutecznym narzędziem do badania zróżnicowania wyników obserwacji procesów. Zebrane w ten sposób wyniki, zgodnie z wymaganiami norm serii ISO 9000, są podstawą do pojmowania decyzji. Jakość decyzji odpowiada w ten sposób jakości danych zebranych przed jej podjęciem. W praktyce obserwacja procesu oraz podejmowanie trafnych decyzji to dobry sposób na unikanie kosztów złej jakości. Statystyka dostarcza w tym zakresie gotowych rozwiązań w postaci zaleceń próbkowania oraz zbierania wyników.
Stosowanie metod statystycznych w oddziaływaniu na proces wymaga rozróżnienia dwóch obszarów: „realnej rzeczywistości” obserwowanego procesu oraz „wirtualnej rzeczywistości”, tworzonej przez wyniki obserwacji procesu. Relację między tymi obszarami przedstawiono na rysunku poniżej.
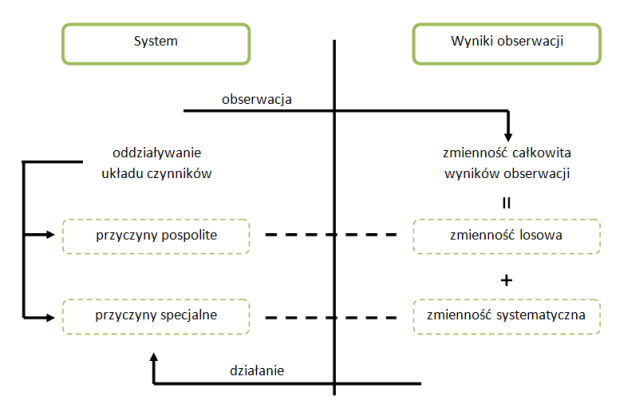
Źródło: J. M. Myszewski, Po prostu jakość. Podręcznik zarządzania jakością, Wydawnictwo Wyższej Szkoły Przedsiębiorczości i Zarządzania im. Leona Koźmińskiego w Warszawie, 2005, s. 139.
Ważne jest, aby nie poprzestawać na określeniu „wirtualnej rzeczywistości” poprzez kilka wskaźników statystycznych. Zmienność jest wynikiem występowania dwóch rodzajów przyczyn: pospolitych (systematycznych, wyznaczalnych, nielosowych, które można określić i wyeliminować) oraz specjalnych (przypadkowych, trudnych do wyeliminowania, uwarunkowanych przez szereg mało znaczących czynników, określenie jest bardzo trudne). Przykładem przyczyny pospolitej może być zużycie się narzędzia, a specjalnej – jego awaria. Przyczyny pospolite określają dokładność procesu, a przypadkowe – jego precyzję.
Produkcja wyrobów zgodnych z wymaganiami klienta wymaga uzyskania stabilności procesu. Proces stabilny to taki, w którym zmienność jest wynikiem wielu przyczyn przypadkowych, powodujących niewielkie odchylenia, a nie kilku przyczyn wyznaczalnych powodujących znaczne zmiany wartości parametrów. Ostatnim etapem pracy nad stabilnością procesu, zaraz po ograniczeniu przyczyn zmienności wyłącznie przypadkowych, jest stopniowa eliminacja zdarzeń przypadkowych. To trudne zadanie, ponieważ najczęściej wymaga przeprowadzenia rewolucji w danym obszarze, co oznacza duże inwestycje w sprzęt, materiały oraz technologie. Eliminacja przyczyn systematycznych jest bardziej dostępna, bowiem opiera się na regularnych szkoleniach, na stosowaniu ustalonych procedur, znakowaniu wyrobu niezgodnego itp.
Istnieją dwa rodzaje cech jakościowych, które mogą podlegać statystycznej kontroli:
- cechy wynikające z pomiaru (oceny liczbowej), na przykład wymiary wyrobów, ich masa, własności mechaniczne itp.,
- cechy wynikające z oceny alternatywnej (atrybutywne), czyli cechy przyjmujące stany zgodny/niezgodny lub ocena stopniowana bardzo dobry – dobry – średni – zły – bardzo zły.
Statystyczna kontrola procesu najczęściej ma zastosowanie w przedsiębiorstwach przemysłowych, aczkolwiek może być bardzo użyteczna w każdym rodzaju procesu – pod warunkiem zastosowania właściwego doboru kluczowych charakterystyk oraz sposobu ich pomiaru.
Stosowanie statystycznej kontroli procesów (SPC – statistical process control) oznacza zazwyczaj postępowanie według trzech następujących kroków:
- pobrania wstępnej próby procesu, określenia parametrów statystycznych w celu zaprojektowania arkusza kontrolnego,
- regularnego pobierania prób, rejestracji wyników na arkuszach kontrolnych, zapewniających ciągły nadzór nad stabilnością,
- przeprowadzenia badań możliwości procesu w celu określenia jego zdolności do osiągania założonych wyników.
Najważniejsze zalety statystycznego podejścia do sterowania jakością to:
- obniżenie kosztów kontroli: w przypadku wprowadzenia statystycznej kontroli procesu można zrezygnować ze stuprocentowej kontroli jakości, która i tak nie zawsze jest skuteczna,
- mniejsze zużycie wyposażenia kontrolno-pomiarowego,
- możliwość podjęcia decyzji w zakresie korekty parametrów procesu na podstawie racjonalnych argumentów popartych danymi rzeczywistymi,
- możliwość prezentacji danych o procesie w obszarach pozaprodukcyjnych,
- możliwość motywowania operatorów: obserwując proces, mają nad nim kontrolę, regularnie otrzymują informację zwrotną na temat wyników ich pracy,
- możliwość zlokalizowania przyczyn kosztów złej jakości, które bez regularnych pomiarów nie byłyby możliwe (na przykład gorsze wyniki operatorów na trzeciej zmianie pracującej bez nadzoru brygadzisty),
- spełnianie wymagań międzynarodowych standardów w zakresie doskonalenia procesów.








{kind=link}