 W wyniku przystąpienia Polski do Unii Europejskiej zaistniała konieczność dostosowania prawa polskiego do regulacji unijnych. Przed integracją z UE w Polsce istniał krajowy system dopuszczania wyrobów budowlanych do obrotu i stosowania w budownictwie [1]. Z chwilą wejścia Polski do Unii Europejskiej zmieniły się nie tylko przepisy prawne obowiązujące producentów wyrobów budowlanych, ale także filozofia oceny bezpieczeństwa wyrobów. Według nowych przepisów, oceny zgodności wyrobu z wymaganiami dokonuje producent lub jego przedstawiciel mający siedzibę na terenie wspólnoty. Wymagania, które producent musi spełniać, aby jego wyrób mógł być wprowadzony do obrotu lub oddany do użytku na jednolitym rynku europejskim zawarte są w odpowiednich normach zharmonizowanych. Producent przed wprowadzeniem do obrotu oznacza swój wyrób znakiem CE. Oznacza on jego deklarację, że wyrób jest zgodny z zasadniczymi wymaganiami zwartymi w dyrektywach związanych z danym produktem.
W wyniku przystąpienia Polski do Unii Europejskiej zaistniała konieczność dostosowania prawa polskiego do regulacji unijnych. Przed integracją z UE w Polsce istniał krajowy system dopuszczania wyrobów budowlanych do obrotu i stosowania w budownictwie [1]. Z chwilą wejścia Polski do Unii Europejskiej zmieniły się nie tylko przepisy prawne obowiązujące producentów wyrobów budowlanych, ale także filozofia oceny bezpieczeństwa wyrobów. Według nowych przepisów, oceny zgodności wyrobu z wymaganiami dokonuje producent lub jego przedstawiciel mający siedzibę na terenie wspólnoty. Wymagania, które producent musi spełniać, aby jego wyrób mógł być wprowadzony do obrotu lub oddany do użytku na jednolitym rynku europejskim zawarte są w odpowiednich normach zharmonizowanych. Producent przed wprowadzeniem do obrotu oznacza swój wyrób znakiem CE. Oznacza on jego deklarację, że wyrób jest zgodny z zasadniczymi wymaganiami zwartymi w dyrektywach związanych z danym produktem.
Zakładowa Kontrola Produkcji
Dyrektywa 89/106/EWG ma na celu zniesienie barier technicznych utrudniających obrót wyrobami budowlanymi. Określa ona jednolite wymagania techniczne w stosunku do poszczególnych grup wyrobów budowlanych oraz reguluje zasady ich wprowadzenia na wspólny rynek europejski. Wspomniana Dyrektywa określa sześć systemów oceny zgodności (1+, 1, 2+, 2, 3, 4), których zakres w odniesieniu do zadań producenta i notyfikowanej jednostki podano w Tabeli 1.
Wspólnym elementem dla wszystkich rodzajów systemów jest zakładowa kontrola produkcji. Jest to wewnętrzna kontrola produkcji prowadzona przez producenta. Jej celem jest uzyskanie wyrobu o założonych właściwościach technicznych oraz stabilny proces wytwarzania.
Tabela 1. Zadania producenta i notyfikowanej jednostki w poszczególnych systemach oceny zgodności.
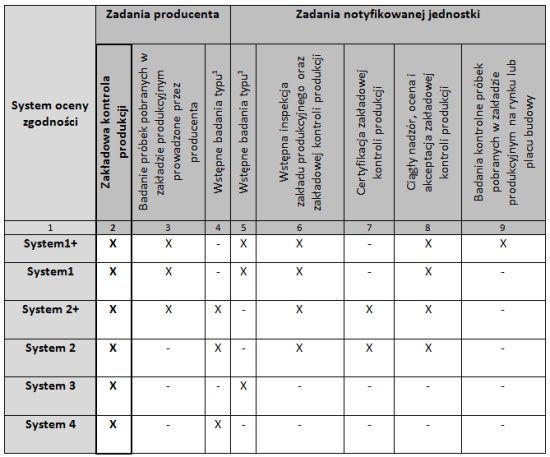
Źródło: Opracowanie własne na podstawie [1]
System ten powinien zostać odpowiednio udokumentowany oraz ciągle być monitorowany i uaktualniany. Zapisy świadczące o skuteczności Zakładowej Kontroli Produkcji – ZKP powinny być tworzone i gromadzone. W zakładzie powinna zostać wyznaczona odpowiednia osoba, do której zadań należeć będzie nadzór nad prawidłowym działaniem ZKP.
Zakładowa Kontrola Produkcji w Fabryce okien DAKO Sp. z o.o.
Organizacja systemu Zakładowej Kontroli Produkcji zostanie przedstawiona na podstawie Fabryki Okien DAKO Sp. z o.o. W przedstawianej organizacji przyjęto System 3 oceny zgodności (patrz Tabela 1). Zastosowano także normę zharmonizowaną PN-EN 14351-1 – Okna i drzwi. Norma wyrobu, właściwości eksploatacyjne Część 1: Okna i drzwi zewnętrzne bez właściwości dotyczących odporności ogniowej i/lub dymoszczelności.
Podstawą dobrze działającego systemu są odpowiednie procedury zawierające informację o osobach odpowiedzialnych za wykonywanie poszczególnych zadań, sposobach postępowania tj. metodach zbierania informacji, prowadzenia badań i tworzenia zapisów. W firmie DAKO Sp. z o. o. dokumentacja zakładowej kontroli produkcji została podzielona na dwie części:
Część ogólną, odnoszącą się do całości przedsiębiorstwa, zwierającą sześć procedur. Strukturę części ogólnej przedstawiono na Rys. 1.
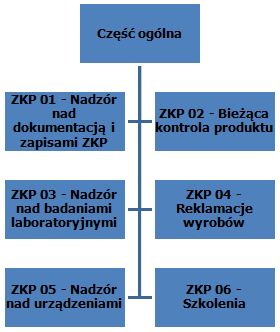
- W procedurze ZKP 01 określono sposób tworzenia, rozpowszechniania, aktualizowania, archiwizowania wszelkich dokumentów, a także sposób zbierania i archiwizowania zapisów Zakładowej Kontroli Produkcji;
- W procedurze ZKP 02 ustalono zasady prowadzenia bieżącej kontroli produkcji. W procedurze sprecyzowano częstotliwość i kryteria badań, określono osoby odpowiedzialne za prowadzenie badań, sposób prowadzenia badań oraz sporządzania protokołów;
- W procedurze ZKP 03 przedstawiono sposób postępowania przy zlecaniu badań wyrobów akredytowanemu laboratorium;
- W procedurze ZKP 04 dokonano standaryzacji działań podejmowanych w zakresie przyjmowania i analizy reklamacji wyrobów, a także realizacji czynności reklamacyjnych;
- W procedurze ZKP 05 sprecyzowano działania związane z: utrzymaniem maszyn produkcyjnych w dobrym stanie technicznym, prowadzeniem okresowej kontroli krytycznych parametrów produkcji oraz zapewnieniem, że urządzenia służące do pomiarów będą nadzorowane w odpowiedni sposób;
- W procedurze ZKP 06 nakreślono działania mające na celu zapewnienie odpowiedniej wiedzy wśród pracowników bezpośrednio produkcyjnych poprzez odpowiednie szkolenia.
Część szczegółowa – mająca zastosowanie w poszczególnych działach przedsiębiorstwa. Zastosowano takie rozwiązanie, ponieważ niektóre wymagania znacząco się różnią w zależności od rodzaju prowadzonych wyrobów. Ma to także aby ułatwić korzystanie z dokumentacji pracownikom poszczególnych działów firmy. Strukturę dokumentacji szczegółowej przedstawiono na Rys. 2.
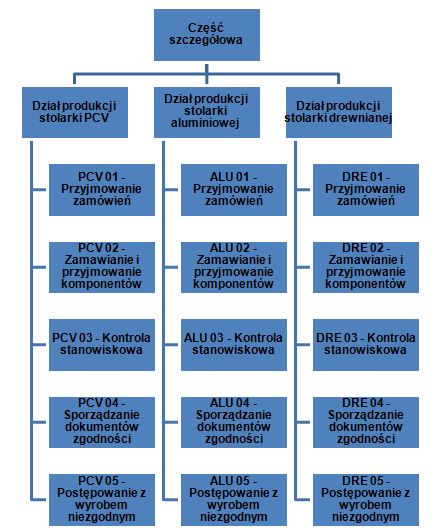
Rys. 2. Zakładowa Kontrola Produkcji – część szczegółowa
Źródło: Dokumentacja ZKP firmy DAKO
- W procedurach PCV 01, ALU 01 oraz DRE 01 ustalono warunki i kryteria przyjmowania zamówień;
- W procedurach PCV 02, ALU 02 oraz DRE 02 dokonano standaryzacji działań związanych z zamawianiem oraz przyjmowaniu komponentów służących do produkcji stolarki PCV oraz zbierania dokumentów zgodności tych wyrobów;
- W procedurach PCV 03, ALU 03 oraz DRE 03 zdefiniowano działania mające zapewnić sprawny przebieg i skuteczność kontroli stanowiskowej. Do tych procedur dołączono instrukcje kontroli stanowiskowych, w których określono czynności, jakie powinny być wykonane w trakcie prowadzenia kontroli półproduktu na linii produkcyjnej;
- W procedurach PCV 04, ALU 04 oraz DRE 04 opisano zasady sporządzania dokumentów potwierdzających zgodność wyrobu z określonymi wymaganiami;
- W procedurach PCV 05, ALU 05 oraz DRE 05 określono działania mające zapewnić, że wyrób (materiał, detal, podzespół), który nie spełnia określonych wymagań, nie zostanie zastosowany lub dopuszczony do następnych faz procesu produkcyjnego w sposób niezamierzony. Celem procedury jest również zapewnienie identyfikacji, dokumentowania, oceny, segregacji, wyrobów niezgodnych z wymaganiami oraz wydawanie dyspozycji odnośnie dalszego postępowania z takimi wyrobami i powiadamiania zainteresowanych służb.
Podsumowanie
W artykule przedstawiono miejsce Zakładowej Kontroli Produkcji w systemie oceny zgodności. Jest to narzędzie, które w przedsiębiorstwach może przyczynić się usystematyzowania spraw związanych z zarządzaniem produkcją i bezpieczeństwem wyrobu. Należy jednak dbać o to, aby dokumentacja była aktualna, dostępna i znana personelowi zakładu. Zakładowa Kontrola Produkcji może przynieść korzyść przedsiębiorstwu tylko w przypadku gdy system jest rzetelnie utrzymywany i nadzorowany.
Literatura
- M. J. Ligarski, P. Pyka, Systemy oceny zgodności w budownictwie, Monografia [aut. 1. książki] J. Żuchowskiego Towaroznawstwo wobec integracji z Unią Europejską, Wydawnictwo Instytutu Technologii Ekspoatacji, Radom 2004.
1WBT – Wstępne badania typu (z ang. ITT – Initial Type Test ) to badanie parametrów technicznych danego produktu w celu potwierdzenia spełnienia wymagań zawartych w odpowiedniej normie zharmonizowanej
Artykuł został opublikowany w książce „Wybrane aspekty zarządzania jakością II” pod redakcją Marka Salerno-Kochana, Kraków 2010 ISBN: 978-83-7464-305-4
Wydawca: Wydawnictwo AGH









{kind=link}
Świetny artykuł – ciekawy i wyczerpujący, podziękowania za literaturę
Edit: linki pozycjonujące usuwamy